

Первые ручные бензопилы появились в 1920-х. На них устанавливались цепи с прямыми и плоскими зубьями – такая цепная система не отличалась высокой эффективностью и была весьма трудоемкой в обслуживании. В 1947 году Джозеф Кокс предложил новый тип цепи. Ее форма была Г-образной, за счет чего удалось многократно повысить производительность бензопил, и обеспечивала простоту заточки. В результате цепь Кокса достаточно быстро вытеснила с рынка всех своих конкурентов. В настоящее время большинство бензопил снабжаются именно такими цепными системами — они имеют характерный серпообразный режущий профиль и позволяют эффективно работать с любым типом древесины.
Содержание
Конструкция пильной цепи
Концепция цепи для мотопилы, предложенная Джозефом Коксом оказалось настолько удачной, что не претерпела практически никаких конструктивных изменений. По большому счету усовершенствования коснулись лишь системы смазки инструмента, а также борьбы с обратной отдачей и вибрациями.
Любая пильная цепь состоит из звеньев трех типов:
- Режущие
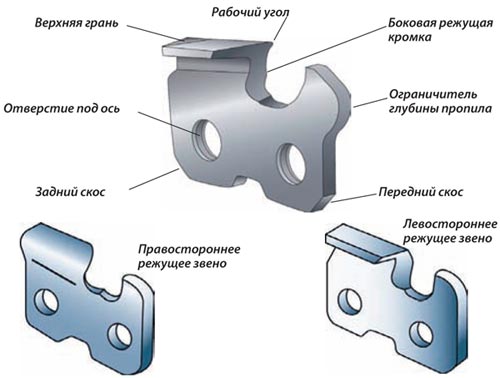
Это наиболее сложная деталь цепной гарнитуры. Ее конструкция включает ограничитель глубины пропила и режущий элемент с контурным углом резки.
- Ведущие
Такие звенья еще называют хвостовиками. Через ведущую звездочку они передают вращение от двигателя пилы на цепь, обеспечивая ее стабильное положение на шине.

- Соединительные
Предназначены для соединения режущих и ведущих элементов.

Главными в цепной системе являются режущие звенья. Они бывают лево- и правосторонними, а их режущие грани выступают за плоскость шины, что обеспечивает свободный распил с минимальным сопротивлением резке. Цепные зубья (резцы) работают по принципу рубанка – чем дальше будет выдвинута верхняя режущая кромка, тем крупнее будет распил.
Резцы пильной цепи различаются на два основных типа:
- Чизель (англ.chisel – долото, резец)
Обладают высокой производительностью и обеспечивают хорошую скорость пиления. Конфигурация таких резцов обеспечивает меньшую площадь контакта с древесиной при распиле, благодаря чему снижается сопротивление последней. Недостатками цепных зубьев чизельного типа являются высокая чувствительность к абразивной среде, а также сложность и трудоемкость процесса заточки.
- Чиппер (англ. сhipper – рубить в щепу)
Серпообразный профиль чипперных резцов менее эффективен из-за увеличенной площади контакта при распиле. С другой стороны чипперы очень удобны в обслуживании, поскольку скругленный угол резца не так болезненно реагирует на погрешности при затачивании.

Цепи с чипперными звеньями предпочтительно использовать при резке загрязненной древесины.
Основные параметры
Пильные цепи принято различать по:
- направлению распила (продольные и поперечные);
- габаритам (длине и размеру элементов цепной гарнитуры);
- конструктивным особенностям;
- порядку следования режущих звеньев.
Распил древесины вдоль волокон вызывает большее сопротивление, нежели поперек. В виду востребованности обоих видов распиловки производится два вида пильных цепей – продольные и поперечные. Они отличаются углом атаки резцов. В результате при продольном распиле повышается производительность пилы, а при поперечном сглаживается «агрессивность» инструмента. Ну а вместе с последней снижает уровень вибраций и уменьшается нагрузка на двигатель.
При невысоких требованиях к качеству продольный распил можно выполнять мотопилой с поперечной цепью.
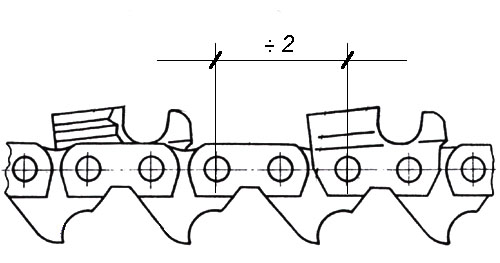
Шины бензопил, представленных сегодня на рынке, имеют различные габариты. Одним из главных параметров пильной цепи является количество звеньев, т.е. длина цепи. Кроме того, цепные системы имеют определенный шаг. Он измеряется расстоянием между тремя последовательно соединенными звеньями, деленным на два.
Классификация пильных цепей по шагу
В зависимости от значения шага пильные цепи различаются на 5 классов:
- 0,25 (1/4)’’
Малый шаг имеют цепи, устанавливаемые на одноручные мотопилы. Такой инструмент не отличается мощностью, однако позволяет выполнять точные работы, т.ч. в труднодоступных местах.
- 0,325’’ и 3/8’’
Цепи с такими значениями шага получили наиболее широкое применение. Свыше 80% производимого в мире инструмента снабжаются именно такими цепными гарнитурами.
- 0,404’’ и 3/4’’
Крупные цепные гарнитуры устанавливаются на большие пилы с повышенной производительностью – валочные системы, харвестерное оборудование и т.п.
Очевидно, что чем больше размеры звеньев цепи, тем большей производительностью она обладает. При этом следует помнить о том, что и распил будет шире, а значит, для преодоления сопротивления древесины резке понадобится большая пила.
Классификация по толщине хвостовика
Толщина ведущих звеньев является вторым по значимости параметром цепи. Он должен совпадать с размером паза шины, по которому в процессе работы скользит последняя. За счет этого повышается надежность посадки и исключается риск ее соскока в процессе работы. Сам же ход цепи при этом выполняется плавно, без лишних рывков и вибраций.
Мировые производители пильных цепей выпускают гарнитуры 5 основных типоразмеров:
- 1,1 мм (миниатюрные цепи для мини-пил);
- 1,3 мм (наиболее востребованы, т.к. устанавливаются на бытовые и полупрофессиональные мотопилы);
- 1,5 мм (устанавливаются на пилы высокой мощности и производительности);
- 1,6 и 2 мм (цепи с толстыми хвостовиками устанавливаются на профессиональных и промышленных пилах).
Высота профиля, глубина резки и объем двигателя пилы
В зависимости от высоты режущей кромки, расположенной над плоскостью направляющей шины пильные цепи различаются на высоко- и низкопрофильные. Первые обеспечивают максимальную производительность, тогда как вторые имеют увеличенную площадь опоры режущего звена, вследствие чего дают тонкую стружку и являются более безопасными в работе.
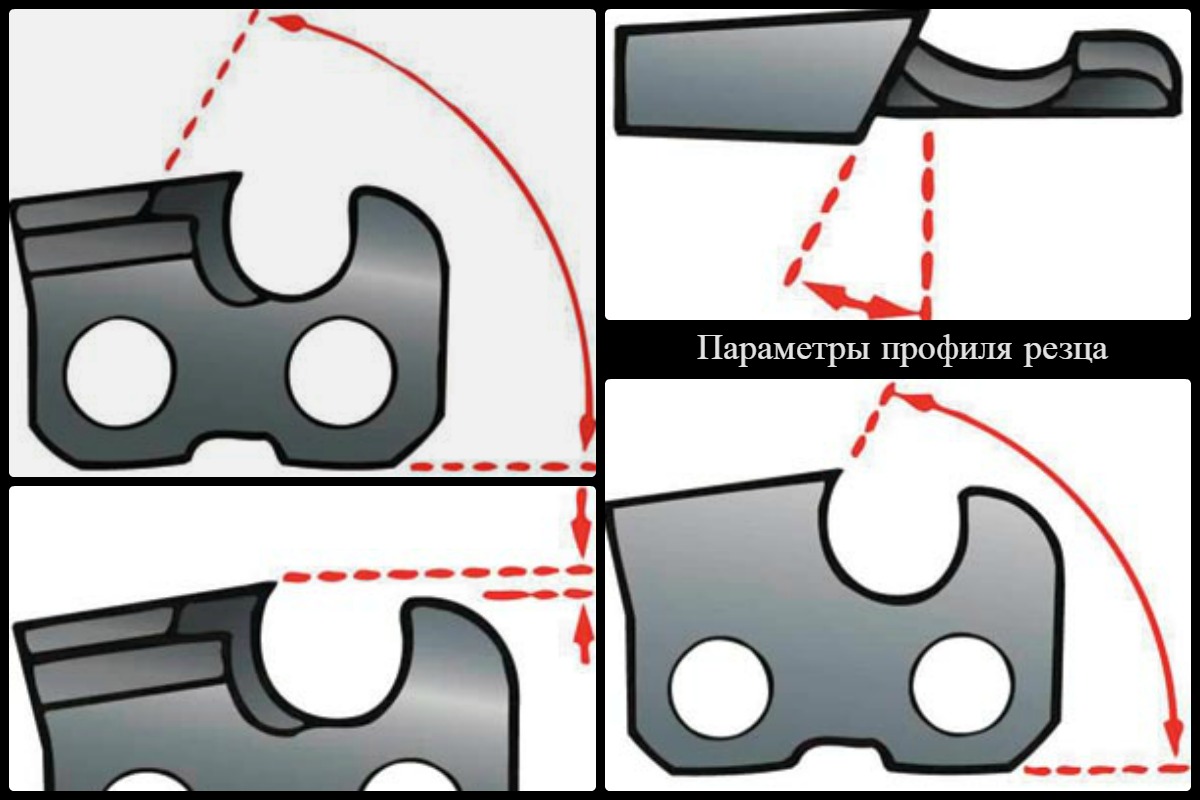
Глубиной резки называют величину зазора между верхней гранью резца и ограничителем пропила, который регулирует толщину стружки. Наиболее востребованы пильные гарнитуры с зазорами 0,025’’ и 0,03’’, тогда как цепи со значением этого параметра до 0,07’’ применяются в составе агрегатов машинной валки леса. Именно глубина резки определяет производительность цепной гарнитуры. Однако, чем большей она будет, тем сильнее пила будет вибрировать при работе. С целью уравновесить показатели производительности и вибраций на цепи с большим шагом производители устанавливают режущие зубья с минимальной глубиной и наоборот.
Объем двигателя пилы имеет самое прямое отношение к выбору пильной цепи. Если последняя будет установлена на слишком мощный инструмент, то будет подвержена повышенным нагрузкам и выйдет из строя гораздо раньше положенного срока. Поэтому при покупке цепной гарнитуры следует внимательно изучить технические характеристики самой пилы.
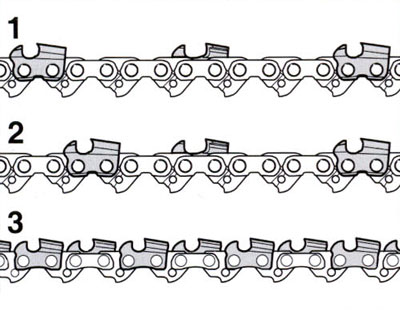
Порядок следования режущих звеньев
В списке основных параметров пильных цепей также находится порядок следования режущих звеньев. В стандартной конструкции на каждый из резцов приходится по паре хвостовиков. В цепи же с полупропуском каждый третий резец заменен ведущим звеном, а в гарнитурах с полным пропуском – каждый второй. Цепи второго и третьего типа не производятся – они изготавливаются кустарным методом из заводской продукции.
Гарнитуры с пропуском и полупропуском стоят значительно дешевле стандартных, однако уступают им в производительности, надежности и удобстве в работе.
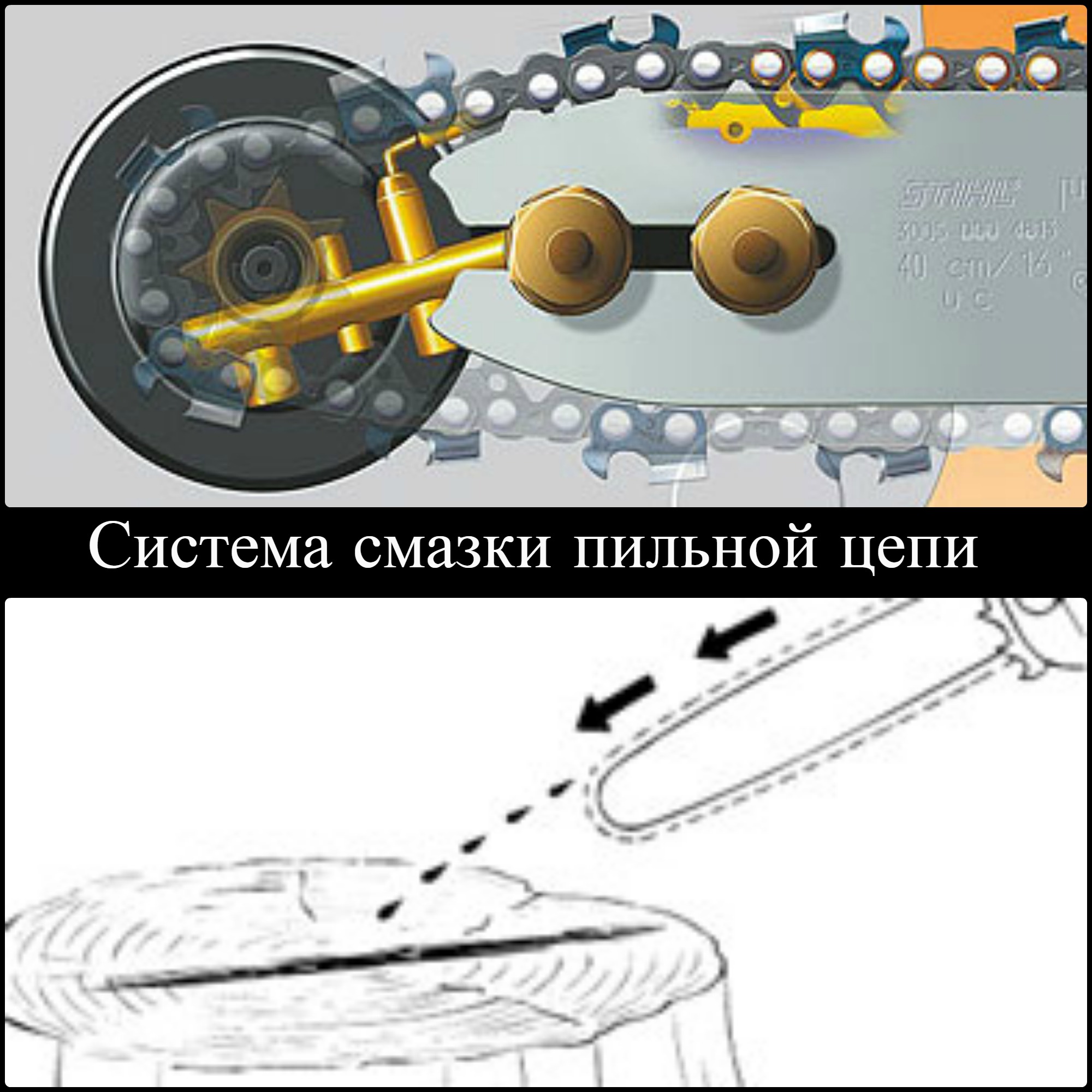
Система смазки пильных цепей
От качества смазки цепи и шины мотопилы напрямую зависит надежность и эффективность последней. С целью обеспечения нормальной работы инструмента производители снабжают его масляным насосом, который подает масло на режущую систему через специальные отверстия. За равномерное распределение масла отвечает сама цепь – ее хвостовики, проходя через звездочку, захватывают смазку, которая в результате движения гарнитуры растекается по ней и шине пилы. Нередко для повышения эффективности смазывания в ведущих звеньях с помощью фрезы или сверла выполняются специальные каналы, а в соединительных – дополнительные углубления.
Система смазки мотопилы работает на снижение разрушающего эффекта трения и, конечно же, нагрева. Это значительно увеличивает срок службы как цепной гарнитуры, так и инструмента в целом. Поэтому пользователь должен контролировать процесс смазывания. Если при разгоне цепи на линии распила отсутствует масляный след, это означает, что пила перегревается, а сама цепь может достаточно быстро затупиться, а то и вовсе лопнуть.
С целью повышения смазывающего эффекта мировые производители выпускают масла для пил на органической основе. Стоят они несколько дороже, однако обеспечивают в четверть меньший расход, а при выделении в окружающую среду саморазлагаются в течение нескольких часов.
На современные бензопилы можно устанавливать цепи и шины с различными параметрами. Однако перед покупкой новой гарнитуры для конкретной модели, следует удостовериться, что ее система смазки справится со своими функциями при работе.
Вибрация и отдача при распиле
Ни первого, ни второго при работе с бензопилой не избежать, однако можно снизить их интенсивность. Вибрация в пильной цепи возникает вследствие столкновения резцов с древесиной. В момент контакта режущей кромки с деревом она на долю секунды оказывается зажатой между ним и шиной. Часть ударной энергии через гарнитуру, ведущую звездочку и корпус пилы передается на руки пользователя.
Для уменьшения эффекта отдачи вследствие вибраций при распиле древесины используются:
- скошенный ограничитель пропила (обеспечивает мягкое движение цепи за счет плавного соскальзывания древесины с резца);
- амортизационные выступы на хвостовиках и соединителях (способствуют погашению вибрации при ее передаче на звездочку);
- скошенная либо завышенная пятка резца (обеспечивает проседание цепи в момент удара, что способствует не только гашению вибрации, но и снижению износа цепной гарнитуры и пильной шины).
Благодаря применению этих конструктивных элементов в цепи существенно уменьшается риск травматизма при отскакивании пилы вследствие контакта носка шины с твердой поверхностью.
Обслуживание пильных цепей: основные моменты
Пильная гарнитура, шина и ведущая звездочка являются расходными материалами. Поэтому наиболее важные вопросы при покупке инструмента и гарнитуры к нему касаются надежности и долговечности. Во многом они зависят от типа и интенсивности работ, которые будет выполнять пользователь. Не менее важную роль играют:
- смазка гарнитуры;
- обкатка и натяжка цепи;
- заточка резцов;
- уход за инструментом.
Обкатка цепной гарнитуры выполняется путем ее замачивания на некоторое время в масле с последующим кратковременным прогоном на холостых оборотах и регулировкой натяжения. Если цепь будет натянута недостаточно, она будет постоянно соскакивать, тогда как перетяжка приводит к увеличению нагрузки на цепь и ее преждевременному износу.
Вследствие интенсивной работы бензопилой резцы пильной цепи затупляются. Чтобы каждый раз не приходилось покупать новую гарнитуру, пользователь может выполнить заточку режущих элементов самостоятельно. При этом необходимо четко соблюдать соответствие остроты углов резца и высоты ограничителя заводским параметрам. Кроме того, нужно проследить, чтобы все режущие звенья цепи были заточены одинаково. В противном случае снизится производительность инструмента либо усилится вибрация и нагрузка на двигатель пилы.

Еще одним важным моментом при работе с бензопилой является контроль целостности цепи. При возникновении малейших трещин, потертостей или повреждений ее следует заменить. В завершение отметим, что только грамотный подбор, а также своевременный и правильный уход за инструментом и гарнитурой может обеспечить нормальную производительность, долговечность, надежность и, разумеется, безопасность бензопилы.
Сервисное обслуживание бензопилы, видео




